


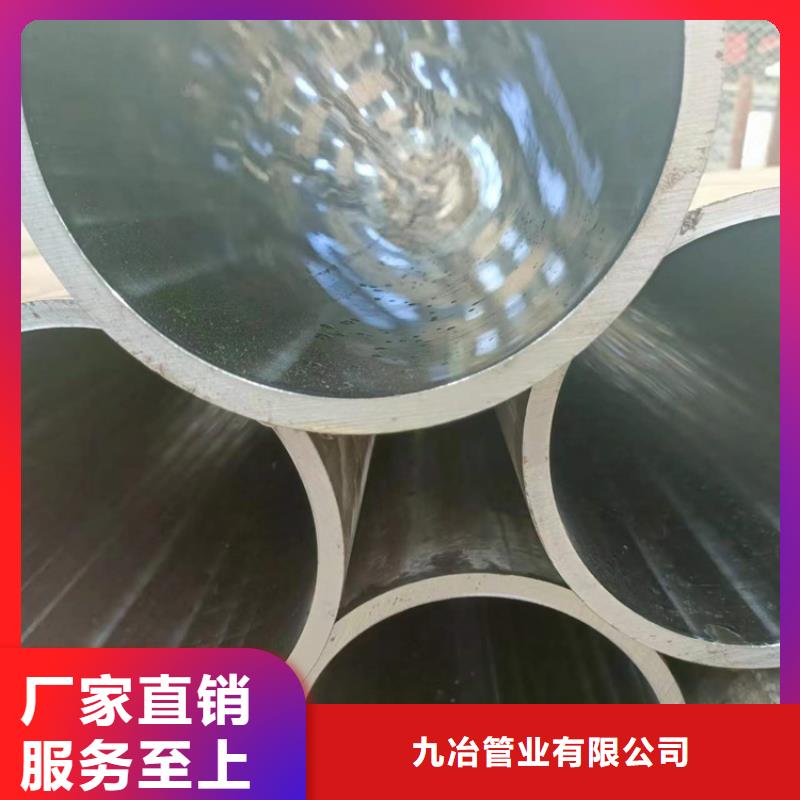



我们的薄壁绗磨管视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:薄壁绗磨管的图文介绍
九冶管业有限公司致力为客户提供更、更环保、规格更齐全、品类更、工艺更精湛的优质 湖北鄂州油缸管。


近年来应用塑料(金刚砂)混合压制成的珩磨工,珩磨管根据不同用途可压制各种形状,使珩磨不仅能用于加工内孔,并能加工外圆、平面、球面及各种特形表面,如外圆表面化的珩磨工具为柱形珩轮,齿轮的珩磨工具为磨料齿轮。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。我公司本着不端创新和进步的理念,在不断加强各种缸筒的研究和创新的基础上,增加在液压机械等方面的发展,这无疑是给企业的发展带来了无穷的力量和希望!经过这些年的发展,不断的开发新产品来配合客户需求,使产品的各项优越性得到快速,产品被广泛应用于冶金、锻压、铸造、机床、矿山、起重、船舶、煤炭、运输、化工、科研、军工等工业领域。



厚壁绗磨管加工内孔一般采用镗削、铰孔厚壁油缸管是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;绗磨钢管要承受很大的液压力,因此,应有足够的强度和刚度。绗磨与内圆磨不同,加工是用一珩磨头伸进孔内,然后由机器带动旋转,往复,并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产,如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的,生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点,不过比起内圆磨的方式还是要快很多.精度方面不是什么问题,比起内圆磨有过之而无不及.厚壁油缸管应用:珩磨管(1)工程液压机械:如液压汽车吊、挖掘机、推土机、叉车等。(2)煤矿井下液压支架:目前全国生产井下液压支架的企业有48家,高精度冷拔管的总需求量约为120万米。(3)水电站闸门启闭机、模板机,特别是长江三峡工程在今后十年的需求很大。(4)建筑机械:高空作业升降机械,一般建筑的施工修缮也离不开液压机械。(5)石油地质管:全国各油田每年需抽油泵3万台以上,年消耗高精度管20—40多万米、此外还可用本项技术精整各类钻杆。



但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。再来说到的是珩磨管支承衬套所用的材料,通常来说有尼龙和聚甲醛两种,前者的强度、刚性、耐热性以及成型工艺性都较好,但吸水性和收缩率较大,尺寸稳定性差,还会受受温度影响;而后者具有良好的综合性能,包括抗拉强度、冲击韧性、刚度、疲劳强度、抗蠕变性能和尺寸稳定性等等,但就是加热易分解,成型困难。



不管是冷拔过程中还是热处理过程中,影响其性能和质量的因素都比较多,所以对加工工艺和热处理工艺的研究是非常有必要的。珩磨管生产特点的简单介绍珩磨管的生产工序比较多,从材料的投入到成品的成型,需要经过多次的冷变形。不仅如此,整个过程中还包含多个由准备工序和变形工序组成的生产循环,循环往复,使得珩磨管的生产周期比较长,而且材料消耗也比较大。由于珩磨管的加工设备多数为单体布置的,因此整个过程属于间断性生产,由此可以看出,珩磨管生产的特点是管料在冷变形之前和一直到累积冷变形量达到了一定程度后,为了加工硬化及其他需要在继续冷变形之前,都要进行一系列准备工作。为了保证产品品质,必须对管料进行仔细检查;对成型后的珩磨管,检查也是不可缺少的作业环节之一,确保其表面质量、尺寸、性能等都符合标准。
